
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
शैल मोल्ड कास्टिंग की प्रक्रिया
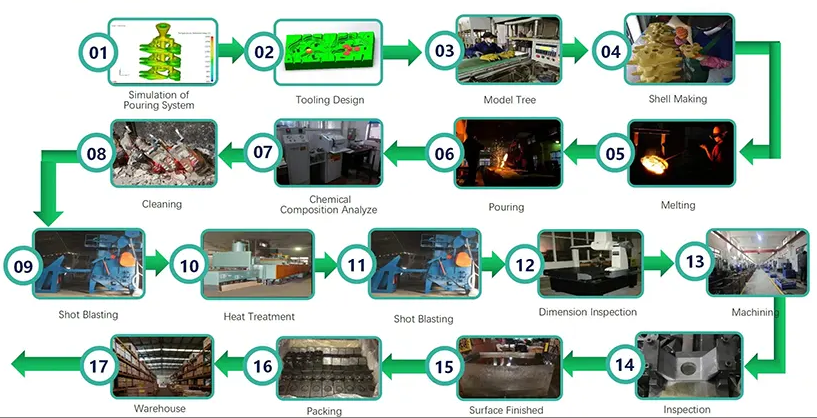
की प्रक्रियाशैल मोल्ड कास्टिंगआम तौर पर निम्नलिखित चरण शामिल होते हैं:
सांचा बनाना: सबसे पहले, आवश्यक ढलाई के अनुरूप आकार के साथ एक धातु सांचा गुहा बनाएं।
प्रीहीटिंग और ऑयलिंग: मोल्ड कैविटी को 175°C~370°C पर पहले से गरम करें और बाद में डीमोल्डिंग की सुविधा के लिए स्नेहक लगाएं।
रेत कोटिंग और इलाज: पहले से गरम मोल्ड कैविटी को कास्टिंग बॉक्स में रखें और रेत-राल मिश्रण डालें। मिश्रण एक पतली खोल बनाने के लिए मोल्ड गुहा की सतह पर आंशिक रूप से जम जाता है। इसके बाद, पतले खोल को पूरी तरह से ठोस बनाने के लिए पूरे उपकरण को ओवन में रखा जाता है।
डिमोल्डिंग और असेंबली: मोल्ड कैविटी से जमे हुए पतले खोल को निकालें और आवश्यकतानुसार इसे एक पूर्ण मोल्ड में इकट्ठा करें।
डालना और ठंडा करना: पिघली हुई धातु को सांचे में डालें, और धातु के ठंडा और जमने के बाद, ढलाई को हटाने के लिए सांचे को खोलें।
सफाई और पोस्ट-प्रोसेसिंग: कास्टिंग को साफ करें और आवश्यक पोस्ट-प्रोसेसिंग करें, जैसे गेट को हटाना और पीसना।
आवेदन क्षेत्र
शैल मोल्ड कास्टिंगइसकी उच्च परिशुद्धता और कम लागत के कारण विभिन्न यांत्रिक विनिर्माण क्षेत्रों में इसका व्यापक रूप से उपयोग किया जाता है। विशेष रूप से उन कास्टिंग के लिए जिनके लिए उच्च परिशुद्धता और जटिल आकार की आवश्यकता होती है, जैसे इंजन ब्लॉक, सिलेंडर हेड, गियरबॉक्स पार्ट्स इत्यादि, शेल मोल्ड कास्टिंग बहुत फायदे दिखाता है।
जांच भेजें



X
हम आपको बेहतर ब्राउज़िंग अनुभव प्रदान करने, साइट ट्रैफ़िक का विश्लेषण करने और सामग्री को वैयक्तिकृत करने के लिए कुकीज़ का उपयोग करते हैं। इस साइट का उपयोग करके, आप कुकीज़ के हमारे उपयोग से सहमत हैं।
गोपनीयता नीति